- Какие трубы можно сваривать?
- Как правильно паять полипропиленовый трубопрокат – общие понятия
- Разновидности сварки труб ПВХ
- «Холодная» сварка
- Стыковая сварка
- Муфтовая сварка
- Электромуфтовая сварка
- Как происходит процесс сваривания
- Необходимый инструмент
- Паяльные машины для сварки труб
- Виды паяльников для полипропилена
- Критерии выбора сварочных аппаратов
- Труборез
- Торцеватель
- Сварочный аппарат
- Оборудование для диффузной раструбной сварки полипропиленовых труб
- Оборудование для сварки пластиковых труб своими руками
- Подготовительные работы
- Обезжиривание торцов свариваемых элементов
- Производим разметку глубины посадки трубного изделия
- Как долго греть
- Как паять – описание технологии процесса для начинающих
- Таблица пайки полипропиленовых труб
- Соединение труб пайкой с армированием
- Правила пайки ПП, позволяющие избежать ошибок
- Влияние ошибок на качество сварки
- Температурные нормы
- Высокотемпературный метод сварки пластиковых труб
- Холодная сварка пластиковых труб. Виды, используемые материалы
- Как грамотно паять – важные нюансы пайки
- Проведение полифузных сварочных работ
- Пайка с помощью электро фитинга
- Чего надо избегать во время сваривания
- Способы укладки
- Производим разводку ПП сетей
- Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
- Прайс-лист
- Подготовка труб под сварку
- Настройка сварочного аппарата
- Нагрев деталей
- Соединение деталей
- Зачистка
- Соединение труб пайкой с армированием
- Как спаять ПП трубы без паяльника
- Сварка встык полипропиленовых труб большого диаметра
- Сварка труб ручной дуговой сваркой
- Советы по сварке труб
- Сварка труб с водой
- Автоматическая сварка
- Ручная сварка при низких температурах
- Правильное сваривание корня шва
- Специфика сварки горизонтальных стыков
- Сварка неповоротного вертикального стыка
- Сварка неповоротного горизонтального стыка
- Специфика сварки поворотных стыков
- Стыковое и угловое соединение
- Сварка труб в неудобном месте
- Разрезание труб перед сваркой
- Альтернативы сварке ПП труб
- Использование компрессионных фитингов
- Распространенные ошибки при сварке труб
- Неправильный выбор оборудования
- Поворот труб в фитингах
- Загрязнение соединяемых элементов
- Слишком глубокое вдавливание в фитинг
- Неправильная выдержка времени сварки
Какие трубы можно сваривать?
Соединению подвергаются все пластиковые трубы:
• для холодного водоснабжения (рассчитанные на температуры до 45 градусов и маркируемые синей полосой);
• для горячего водоснабжения (маркируются красной полосой и рассчитаны на температуру воды до 85 градусов);
• универсальные (маркируются красной и синей полосами, выдерживают температуру среды до 65-75 градусов). Сваривают изделия следующих марок:
• PN10 – для холодной воды и систем с давлением до 1 МПа (для замкнутых систем);
• PN16 – для холодной воды и универсальных систем с давлением 1,6 МПа;
• PN20 – изделия с утолщенными стенками для систем с давлением до 2 МПа и максимальными температурами среды до 85 градусов;
• PN25 – изделия, усиленные армирующим слоем стекловолокна или фольги, которые выдерживают давление до 2.5 МПа и нагрев до 95 градусов.
Как правильно паять полипропиленовый трубопрокат – общие понятия
С первого взгляда этот процесс кажется очень простым. Разогревают элементы, соединяют их, и скрепляют. Но, практика доказала, что в таких действиях существует множество нюансов, пренебрежение которыми приведет к некачественному результату, то есть к плохо работающей магистрали, и начинающим мастерам нужно внимательно отнестись к определенным моментам.
Главная проблема заключается в том, что плохо проделанную работу можно определить только через определённое время функционирования магистрали. Поэтому, так важно, выполняя пайку своими руками, следовать определенным правилам.
Сварка полипропиленовых труб и фитингов основана на методе термополифузии. Его суть заключается в разогреве свариваемых элементов, и быстрой их состыковки. Для соединения нам понадобиться специальный аппарат, именуемый паяльником.
Разновидности сварки труб ПВХ
На нынешний момент существует два способа спайки труб из ПВХ. Сама по себе ручная сварка труб технически несложна, но даже подготовительные работы следует выполнять тщательно и аккуратно, чтобы избежать появления протечек в будущем. Специалисты выделяют следующие методики проведения работ:
- сварка труб с помощью специального паяльника и ножниц для резки (подобная технология сварки применяется во многих работах и по сути, является наиболее широко распространенной),
- «холодная» сварка (этот метод более прост и позволяет работать без наличия аппарата для спайки. Для проведения работ по соединению труб достаточно работать с агрессивным клеем для твердых пластиков).
Первые два способа в первую очередь подходят для систем трубопровода, по которым не предполагается прогон воды с высоким давлением. Если же по нему предполагается подача воды или для систем отопления под давлением, то сварка предполагает несколько иные способы:
- муфтовая сварка. В таком случае к трубе дополнительно приваривают соединительные элементы (муфты, фитинги и пр.),
- электромуфтовая сварка. В этом типе сварки муфты содержат специальные соединительные элементы, которые при подаче на них напряжения плавятся, обеспечивая надежную спайку с участками труб,
- стыковая сварка. Достаточно простой по своей сути процесс, применяемый для сварки труб большого диаметра. В таком случае концы труб разогревают до температуры плавления (200-250 градусов) и просто соединяют между собой.
По сути, все описанные способы имеют в своей основе один и тот же аспект: материал ПВХ при воздействии на него высокой температуры плавится и образует надежное соединение благодаря взаимному проникновению частиц друг в друга.

Каждый из методов имеет свои преимущества и недостатки. Простая сварка позволяет работать с различными типами пластиковых труб, но требует определенной сноровки. Использование клеевого соединения имеет высокие показатели, практически не уступая сварке. Но учитывая тот факт, что трубы из поливинилхлорида (ПВХ) не рекомендуется использовать для горячей воды (кроме некоторых разновидностей, способных выдерживать высокие температуры) такой способ соединения с помощью клея лучше использовать для систем коммуникаций, в которых не применяется высокое давление.
«Холодная» сварка
Данный метод соединения ПВХ труб отличается максимальной простотой в осуществлении. Термин «сварка» применяется к нему весьма условно: по сути, он представляет собой раструбное клеевое соединение. В целях его выполнения используются специальные разновидности клея для пластиковых материалов. Независимо от марки такого клея, в состав его всегда входит основа из самого поливинилхлорида, растворённого в циклогексаноне, тетрагидрофуране и метилэтилкетоне (прочитайте: «Какой клей для ПВХ труб выбрать – преимущества и недостатки видов»). При высыхании клея растворители испаряются, после чего полимерные структуры ПВХ материала труб и клея переплетаются между собой. Это приводит к формированию прочного комплекса с цельной структурой.
С целью достичь максимальной эффективности соединения используются также различные присадки, добавляемые в клей. Их применение даёт возможность регулировать вязкость клеевой смеси и время затвердевания соединения.

Обычно холодная сварка труб ПВХ может осуществляться при температурах +5 – +35 ˚С, однако существуют морозостойкие разновидности клея, позволяющие производить монтаж даже при -17 ˚С. Летом выполнять манипуляции следует как можно быстрее, чтобы высыхание клея не произошло раньше времени.
Этапы выполняемых работ:
- Отрезается участок трубы требуемой длины.
- Снимается фаска под углом в 15˚.
- Соединяемые участки труб тщательно очищаются от любых загрязнений и пыли.
- Клей равномерно наносится кистью на сочленяемые поверхности.
- Труба быстро вставляется в раструб и поворачивается на 90˚, чтобы обеспечить ещё более ровное распределение клея.
- Соединяемые элементы фиксируются примерно в течении полминуты, неподвижно удерживаясь руками.
Все манипуляции после нанесения клея должны в сумме занять не более одной минуты, поскольку примерно за такое время клей высыхает. Однако для полного формирования надёжного монолитного соединения требуется от нескольких часов до 1-2 суток. Чем больше планируемое рабочее давление в трубопроводе и чем ниже температура окружающей среды, тем большим должно быть время выжидания, по завершении которого пластиковый трубопровод можно считать готовым к работе.
Стыковая сварка
Это один из популярных способов соединения между полимерными трубами, однако для труб ПВХ такой метод применяется реже, чем для изделий из прочих полимеров. Это связано с тем, что время, отводимое на сварочный процесс, в случае пластиковых труб сильно ограничено и исчисляется буквально секундами. Чтобы за такой короткий период успеть всё правильно сделать, требуется немалое мастерство в работе, чем может похвастать далеко не каждый.
Для осуществления сварки встык требуется специальный ручной сварочный аппарат для ПВХ труб и насадки к нему. Сами трубы перед соединением разрезаются специальными ножницами, которые должны обладать хорошей остротой (иначе разрезка приводит к деформациям стенок изделий).

Этапы стыковой сварки:
- Производится нарезка труб на отрезки требуемой длины.
- Торцы труб очищаются от загрязнений и жира.
- На трубы наносятся метки и производится их торцевание со снятием фаски.
- Соединяемые участки изделий, надетых на сварочный аппарат, нагреваются до нужной температуры (для изделий из поливинилхлорида она составляет +250 ˚С).
- Свариваемые изделия быстро соединяются между собой.
- Полученная конструкция охлаждается, и по истечении небольшого времени является готовой к эксплуатации.
Муфтовая сварка
Метод муфтовой сварки является одним из наиболее востребованных при соединении труб из поливинилхлорида. Соответственно, информация о том, как сваривать ПВХ трубы таким способом, представляет значительный интерес.
Использование муфтовой сварки предполагает соединение трубных изделий между собой посредством фитингов: муфт, тройников, переходников и т. д. Большим преимуществом метода является его простота. В то же время определённым недостатком, препятствующим ещё большему использованию муфтовой сварки, можно считать некоторую дороговизну оборудования.

В целом, рабочий процесс сводится к тому, что концы трубы и муфты, вставляясь в сварочное устройство, разогреваются до необходимой температуры. После этого, по достижении требуемой пластичности, изделия снимаются с устройства, и труба вставляется в отверстие муфты, удерживаясь до затвердения с образованием монолитного соединения. Затем точно таким же способом другая соединяемая труба сваривается с противоположной стороны.
Как видно, процесс такой сварки в целом достаточно прост, однако для достижения прочности конструкции необходимо соблюдать определённые правила:
- Начинать и завершать разогрев трубы и муфты следует одновременно.
- Труба и муфта должны быть полностью насажены на нагревательные детали.
- По завершении разогрева, труба и муфта быстро снимаются с устройства, после чего соединяются так, чтобы закрыть наплывом поливинилхлорида предварительно сделанную отметку глубины соединения.
- Следует избегать даже малейших угловых отклонений и располагать изделия во время сварки по одной оси.
Метод муфтовой сварки труб ПВХ очень удобен, надёжен и прост, однако вследствие того, что оборудование для его осуществления имеется далеко не в каждом доме, по большей части он используется мастерами при обустройстве трубопроводных линий в жилищных объектах.
Электромуфтовая сварка
Данный способ соединения между ПВХ трубами является наиболее высокотехнологичным. Для его осуществления используются специальные пластиковые муфты, снабжённые встроенными спиралями. Спирали выполняют функцию нагревателей при подаче на них напряжения, расплавляя вокруг пластик.
Достоинствами подобной сварки являются быстрота, простота и надёжность монтажа. В то же время недостатки его – некоторая дороговизна оборудования и применяемых деталей, а также то, что способ неприменим для изделий с толщиной стенки более 4 миллиметров.

До начала процесса сварки следует тщательно очистить соединяемые торцы труб и прилегающие к ним участки от загрязнений, пыли, влаги и жира. Затем снимаются фаски с торцов, после чего трубы с обеих сторон вставляются в фитинг. Далее подаётся напряжение на спирали муфты, которые, разогреваясь, расплавляют пластик муфты и трубы. Помимо спиралей, муфта снабжается также особым штрих-кодом с заложенной технической информацией, благодаря чему по достижении нужной температуры происходит автоматическое отключение электропитания.
Нежелательно проводить процесс электромуфтовой сварки при температуре окружающей среды ниже +5 ˚С, поскольку это сопровождается удлинением времени нагрева и укорочением периода остывания. Результатом является хрупкость полученного соединения и его низкое качество.
Как происходит процесс сваривания
Диффузионная сварка полипропилена подразумевает состыковку двух разогретых частей. Эти детали в последствие соединяются. В результате происходит взаимопроникновение материалов (так называемая диффузия) на месте стыка.
Сварочник при работе позволяет четко контролировать температуру нагрева. Для стыка рекомендуют брать элементы из одинакового материала.
Смотреть видео урок для начинающих – как паять полипропиленовые трубы
Есть несколько способов сварки, которые подбирают в соответствии с размерами монтируемой системы. Это: стыковой, раструбный и спаивание седел.
Необходимый инструмент
Для того, чтобы образовалось высококачественное соединение, необходимо выбрать специальный паяльник. Его еще называют «утюг для сварки пп труб».
 Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Аппарат для сварки пластиковых труб зачастую продают совместно с насадками разного диаметра, (чтобы была возможность состыковывать трубы различных сечений) покрытых тефлоном. Так же для работы нам понадобиться следующий инструмент.
- Резак для трубного сортамента. Этот инструмент тоже дополняет комплектацию описываемого устройства.
- Шейвер. Это приспособление предназначено для армирующей прослойки на усиленных трубных изделиях.
- Линейка.
- Средства, которыми выполняют обезжиривание.
- Фитинги.
- Хорошо подточенный нож.
- Маркер и ветошь.
- Напильник.
Паяльные машины для сварки труб
Устроены такие аппараты достаточно просто. Главные узлы:
- блок регулировки и контроля температуры;
- ручка для фиксации устройства;
- опора, позволяющая избежать прямого контакта поверхности, на которой установлен сварочный аппарат, и нагревательного элемента.
В комплект входят насадки, которые отличаются диаметром, а еще перчатки, мелкий инструмент. Комплектация меняется в зависимости от модели аппарата. Чем она шире, там выше цена.
Виды паяльников для полипропилена
Существуют ручные и механические паяльники. Однако в бытовых условиях используют первый из вариантов. Это обусловлено простотой конструкции, легкостью эксплуатации, небольшими габаритами.
Пайка полипропиленовых труб своими руками выполняется с помощью 2 видов устройств:
- мечевидный паяльник;
- цилиндрический.
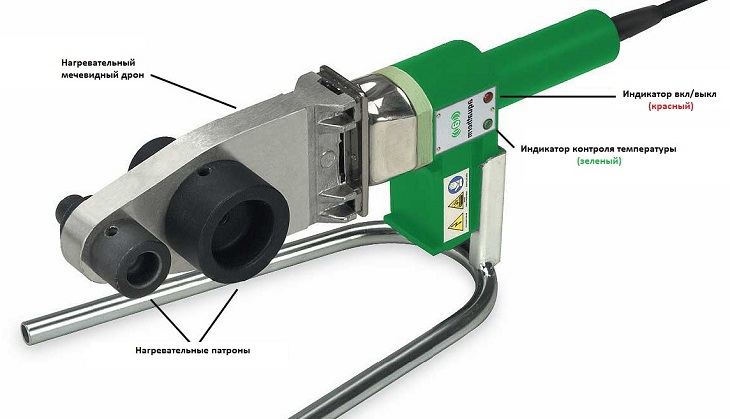



Паяльники отличаются по форме нагревательного элемента. На плите мечевидных устройств предусмотрено несколько отверстий, что позволяет производить установку различных насадок, которые состоят из 2 частей: дорна и гильзы. Они предназначены для нагрева торцевых участков коммуникаций. Так, на дорн насаживается соединительный элемент, гильза предназначена для нагрева торцевого участка трубы.
Нагрев изделий с помощью насадок должен осуществляться одновременно. Когда изучается вопрос, как варить полипропиленовые трубы, необходимо использовать аппараты, в комплект которых входят насадки с тефлоновым покрытием. Это позволяет избежать прилипания расплавленного материала к металлу.
Цилиндрические устройства отличаются по конструкции от мечевидных, что обусловлено наличием нагревательного элемента в форме цилиндра. В этом случае используются насадки обжимного типа. Они надеваются на металлический цилиндр, прочно фиксируются. С двух сторон таких насадок предусмотрен дорн и гильза. Принцип пайки такой же, как и в случае с мечевидным аналогом.
Критерии выбора сварочных аппаратов
- Мощность. Для работы с коммуникациями диаметром не более 75 мм следует приобрести аппарат мощностью до 1000 Вт. Его возможностей достаточно для обеспечения высокого качества шва. Однако в быту чаще используют метод пайки для фиксации труб диаметром до 50 мм. В этом случае можно использовать агрегаты мощностью до 700 Вт. Причем нужно помнить, что пусковые токи при включении намного выше, поэтому должен быть предусмотрен запас по мощности (20-30%).
- Вид нагревательного элемента: плита, цилиндр. В быту используют первый из вариантов, с ним проще работать. Это важно, если нет опыта монтажных работ такого вида.
- Количество, тип и размер насадок. Определяют, какие изделия нужно паять. Учитывают диаметр коммуникаций. В наиболее простых моделях предусматривается возможность одновременно паять 2-3 трубы и даже больше, столько же фитингов. На нагревательном элементе в данном случае имеется 2-3 отверстия.
- Производитель.
На строительном рынке можно найти оборудование производства разных стран: России, Китая, Турции, Чехии. Последний из вариантов стоит дороже, такие аппараты отличаются высоким качеством сборки, надежностью. Сварочные аппараты могут иметь погрешность при измерении температуры. В результате действительный показатель часто не соответствует заданному.
Чешская техника выигрывает по данному критерию, погрешность таких паяльников минимальная. Однако в быту новичкам следует использовать российские или китайские модели, т. к. они стоят дешевле, хоть и отличаются существенной погрешностью, которая у некоторых моделей составляет 10°.
Труборез
 Первой операцией перед сваркой является отрезание элемента нужного размера. Простейших вариант — отрезать с помощью специальных ножниц. Однако, ножницы не образуют ровного среза и могут сплющить трубу. Допустимо использовать ножовку по металлу с мелкими зубьями. Наилучшим будет применение циркулярного трубореза.
Первой операцией перед сваркой является отрезание элемента нужного размера. Простейших вариант — отрезать с помощью специальных ножниц. Однако, ножницы не образуют ровного среза и могут сплющить трубу. Допустимо использовать ножовку по металлу с мелкими зубьями. Наилучшим будет применение циркулярного трубореза.
Торцеватель
 Необходим для получения фаски и снятия внутреннего слоя фольги в армированных многослойных трубах. Под воздействием высоких температур и давления может происходить расслаивание пластика, для чего фольга и удаляется. Еще одно назначение торцевателя – снятие заусениц, образующихся в процессе резки.
Необходим для получения фаски и снятия внутреннего слоя фольги в армированных многослойных трубах. Под воздействием высоких температур и давления может происходить расслаивание пластика, для чего фольга и удаляется. Еще одно назначение торцевателя – снятие заусениц, образующихся в процессе резки.
Сварочный аппарат
Это самый важный инструмент для сварки. В личных целях подойдет простейшее устройство с мечевидными нагревателями, мощность которого 1 кВт. Аппарат оснащен раструбными насадками разного диаметра, которые можно менять. С его помощью сваривают диаметры труб до 63 мм, что для домашнего водопровода и отопления вполне достаточно.
 При проведении сварочных работ понадобится расходный материал. Это карандаш и линейка, чтобы отметить нужное расстояние при сварке с фитингами. Место соединения необходимо обезжирить и очистить от грязи.
При проведении сварочных работ понадобится расходный материал. Это карандаш и линейка, чтобы отметить нужное расстояние при сварке с фитингами. Место соединения необходимо обезжирить и очистить от грязи.
Для этого используют специальные спиртовые салфетки, можно просто ветошь, смоченную спиртом.
Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.

Оборудование для сварки пластиковых труб своими руками
В наборе начинающего мастера будут присутствовать следующие компоненты:
- паяльник для пайки полипропиленовых (пластиковых) труб. Как правило, продается в комплекте с металлическим кейсом для транспортировки и набором насадок самых распространенных диаметров;
- обрезные ножницы для труб. Имеют загнутый ложемент, режущее лезвие и узел ступенчатого наращивания усилия. С помощью специальных ножниц обрезать трубу гораздо удобнее, чем ножом или пилкой;
- рулетка. «Верный друг» каждого строителя и профессионального инженера;
- маркер. Им отмечают границы реза и глубину вхождения трубы в насадку при прогреве в процессе сваривания.
Профессиональное оборудование включает в себя полуавтоматическое устройство, предназначенное для сварки для пластиковых труб. Обязательно комплектуется узлом фиксации для труб диаметром 50 мм и более.

Для сварки труб небольшого диаметра используется компактный нагревательный прибор
В комплект настоящего мастера непременно входят:
- строительный уровень, им выверяется точность прокладки магистрали;
- шабер для армированных труб;
- монтажный нож (скошенная рабочая часть, прочная конструкция);
- набор электрофитингов. В некоторых случаях монтаж пластиковых труб возможен только при использовании электрических фитингов – специальная сварка, технические условия разводки и эксплуатации систем;
- специальный термометр для контроля режима прогрева свариваемых поверхностей;
- качественный электрический удлинитель;
- жидкость для очистки насадок паяльника.
После окончания сварки пластиковых труб и тщательной проверки системы, каждое соединение осматривается индивидуально, чтобы выявить утечки. В случае удачного монтажа проблем не возникает. Профессиональное оборудование послужит владельцу и после разводки коммуникаций – хороший паяльник для пластиковых труб несложно сдать в аренду!
Важно! Для сварки пластиковых труб небольшого – до 40 мм – диаметра нужно знать последовательность выполнения действий, иметь минимальный практический навык по сборке коммуникаций и набор доступных инструментов. Важна также температура и время прогрева труб и фитингов.
Подготовительные работы
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.

Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да стык можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет меньшим в разы.
До начала сварки полипропиленовых труб своими руками нужно протереть изнутри фитинг и трубную заготовку снаружи. При этом удаляются абразивные образования и пыль, а эти вещества портят покрытие насадок сварного оборудования.
Таким же образом обрабатывают сами насадки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если таковой присутствует, то его немедленно надо удалить.
Производим разметку глубины посадки трубного изделия
Это тоже очень важный момент для начинающих – умение правильно разметить глубину посадки трубного изделия в фитинг. Фасонные элементы разного диаметра имеют неодинаковое углубление сварного стыка. По этой причине сварка может выполняться только после измерения этого габарита линейкой или штангенциркулем.
Это необходимо для предотвращения «посадки» трубного изделия слишком глубоко. Если проигнорировать данное предупреждение, то проход стыка сужается. А это чревато неэффективной работой системы в последующем. Следовательно, этот расчет необходимо выполнять с особой точностью.
Смотреть видео урок для начинающих сварщиков – как правильно паять
Как долго греть
 Перед тем, как приступать к сварке пластиковых магистралей, сварочник нужно расположить в удобном месте и прочно укрепить. Затем можно установить насадки. Только теперь оборудование можно подключать к питанию. Далее аппарат должен нагреться. На это понадобиться приблизительно минут десять.
Перед тем, как приступать к сварке пластиковых магистралей, сварочник нужно расположить в удобном месте и прочно укрепить. Затем можно установить насадки. Только теперь оборудование можно подключать к питанию. Далее аппарат должен нагреться. На это понадобиться приблизительно минут десять.
Когда набирается нужная температура, на агрегате должен потухнуть индикатор. Он, таким образом, сигнализирует, что устройство готово к работе.
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки мастера должны быть свободными для скрепления прогретых деталей.
Как паять – описание технологии процесса для начинающих
Как сварить полипропиленовые трубы наглядно демонстрирует предоставленное видео. В нем вся технология процесса объясняется очень детально. Просмотренный перед работой урок, даст возможность быстрее понять, что представляет собой технология сварки полипропиленовых труб, и показывает, как она используется на практике.
Так же видео подробно освещает каждый этап действий, и то, как нужно сварить конструкцию правильно. Материал, который оно излагает, следует изучить очень внимательно, это станет залогом того, что дальнейшие самостоятельные действия не вызовут никаких затруднений.
Видео инструкция полностью подтверждает, что пользоваться сварочником совсем не сложно. Но, начинающий зритель заметит, что все действия подчиняются определенным правилам.
Обязательно смотреть начинающим мастерам видео урок как правильно паять.
На регуляторе выставляют температуру в +260 градусов по Цельсию. Этот показатель называют оптимальным для плавления полипропиленовых изделий. Так же он безопасен для тефлонового покрытия насадок. Регулятор на устройстве может отсутствовать.
Это совсем не означает, что такой сварочный агрегат не пригоден для того, чтобы хорошо соединить пластик. Это бывает по той причине, что другая температура для прогрева пластиковых материалов, кроме указанной нормы не используется. Поэтому делать большой акцент на этом вопросе не стоит.
После этого начинают производить своими руками саму пайку. Фитинг и труба одновременно одевается на насадки. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве производится в форме конуса с уклоном в пять градусов.
Номинальному показателю соответствует только внутренний диаметр поверхности. Трубную заготовку нужно вставлять до упора, но ее нельзя придавливать далее. Сильное продавливание в данной ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое скрепление подогретых деталей из полипропилена. Так же важно помнить, что проворачивать или сдвигать созданную конструкцию нельзя до полного остывания.
Для того чтобы поправить небольшой изъян, будет только несколько секунд. Любые подвижки после могут пагубно отразиться на герметичности созданного узла.
Таблица пайки полипропиленовых труб
| Диаметр труб, мм | Длина участка, который нагревается, мм | Длительность периода пайки, секунды | ||
| Выдержка трубы в насадке паяльника | При соединении участков трубопровода | При затвердевании полипропилена | ||
| 16 | 12 | 4-5 | 4 | 120 |
| 20 | 14 | 5 | ||
| 25 | 15 | 6-7 | 6 | |
| 32 | 16 | 8 | 240 | |
| 40 | 18 | 10-12 | ||
| 50 | 20 | 18 | ||
Время нагрева и выдержки ПП-труб при заданной температуре паяльника позволяет обеспечить высокое качество шовного соединения. Слабый нагрев не позволит размягчить коммуникации. Стыковать трубы при этом будет невозможно.
Соединение труб пайкой с армированием
Температура эксплуатации коммуникаций для холодного водоснабжения изменяется в пределах -10…+90°С. Под воздействием теплоносителя трубопровод изгибается, т. к. происходит интенсивное линейное расширение. Значит, для отопления нужно использовать трубы, которые отличаются более подходящими характеристиками.

Так, в условиях воздействия высоких температур применяют изделия, армированные стекловолокном или алюминием. Такие трубы представляют собой многослойные изделия: поверх полимерного изделия тонким слоем накладывается стекловолокно и закрывается слоем ПП. Преимущества:
- относительная стабильность линейного расширения, даже под воздействием высоких температур геометрия изделия изменяется незначительно;
- способность выдерживать давление до 10 атм, для сравнения, в многоквартирных домах коммуникации подвергаются менее интенсивному влиянию (6-8 атм);
- благодаря наличию слоя армировки увеличивается срок службы трубопровода;
- трубы с внутренним усилением проявляют устойчивость к воздействию высоких температур, при которых классический вариант коммуникаций начинает плавиться.
Технология пайки армированных труб не отличается от метода стыковки неармированных коммуникаций за единственным исключением: на подготовительном этапе торцы изделий нужно зачистить от усиливающего слоя, для чего применяют торцеватель, шейвер. После подготовки трубы обезжиривают, затем нагревают с помощью паяльника и соединяют.
Правила пайки ПП, позволяющие избежать ошибок
- Диаметр трубы из полипропилена подбираются по таблице размеров</span>;
- перед работой подготавливают все необходимое, т. к. сварка выполняется быстро, времени на подготовку в процессе монтажа не будет, паяльник включают, когда коммуникации уже нарезаны;
- сварочный аппарат должен быть надежно зафиксирован на горизонтальной поверхности, от этого будет зависеть качество шва, такие агрегаты оснащаются специальными подставками, но некоторые модели устанавливаются непрочно, поэтому требуется дополнительно закрепить их;
- температура плавления полипропилена намного меньше значения, которое задается в настройках сварочного аппарата, такая разница обусловлена необходимостью быстро размягчить трубу, достаточной считается температура +260°С;
- не следует изменять температурный режим при использовании более крупных изделий, когда выполняется пайка ПП-труб, температура нагрева не изменяется при увеличении диаметра коммуникаций, из таблицы выше можно узнать, что размеры изделий лишь определяют продолжительность нагрева материала;
- нужно ориентироваться по индикации: красная лампочка свидетельствует о том, что включился нагревательный элемент, зеленая – обозначает, что достигнуто заданное значение температуры;
- часто пользователи пропускают этап обезжиривания материала, однако наличие пыли, капель воды на участке среза может стать причиной ослабления шва, т. к. при этом структура материала становится более пористой;
- когда выполняется монтаж трубопровода сложной конфигурации, нужно соединять трубы под разными углами, их также поворачивают относительно друг друга; чтобы не нарушить соосность изделий, рекомендуется сначала определить точное положение коммуникаций, затем выполняется их предварительный монтаж (без использования паяльника), на этом этапе нужно провести разметочную полосу по осевой линии через 2 соединяемые детали.
Следует учитывать, что тонкостенные трубы прогреваются быстрее. Значит, период работы паяльника сокращается в 2 раза. Если изучается вопрос, при какой температуре паять такие трубы, нужно помнить о том, что значение этого параметра не зависит от габаритов изделия. Тонкостенные коммуникации соединяют между собой при таком же температурном режиме, что и толстостенные.
Влияние ошибок на качество сварки
Наиболее часто встречающиеся нарушения технологического процесса пайки:
- не выполняется обезжиривание поверхностей, в результате снижается качество шовного соединения;
- угол среза трубы и фитинга не соответствует 90°;
- недостаточное углубление трубы в фитинг или, наоборот, коммуникации заводят в фасонный элемент до упора, в результате внутри образуется крупный шов, который затрудняет ток жидкости;
- нарушение технологии прогрева: трубы находились на насадках слишком мало или, наоборот, много времени, в обоих случаях качество шовного соединения будет низким;
- при соединении армированных труб слой усиления на торцевом участке был удален не полностью, в результате этот материал будет препятствовать расплавлению полипропилена, такой шов будет непрочным, или его вовсе не получится выполнить;
- после стыковки положение деталей корректировалось, что привело к снижению надежности шва; чтобы избежать таких последствий, следует выдержать время после соединения трубы и фитинга, обеспечив неподвижность деталей.
Температурные нормы
Сварка полипропиленовых труб, как уже было указано, должна выполняться по существующим правилам. Все нужно выполнять не спеша и правильно. Все это относиться и к температуре. При обустройстве трубопровода очень важно, чтобы была выдержана не только температура сварки полипропиленовых труб, но и время.
К каждому сварочнику прилагается инструкция, где есть все необходимые нормы времени и температуры для изделий из разных материалов. Нарушение этих рекомендаций приведет к уменьшения внутреннего диаметра и сниженной циркуляции воды в системе.
Так же начинающим специалисты говорят, что важно не только просто выбрать температуру в 265 градусов. При работе следует обратить внимание на следующие дополнительные нюансы:
- Диаметр, который имеет трубная система.
- Температуру окружения.
- Длительность прогрева.
Температуре наружного воздуха уделяют особое внимание. При монтажных действиях не избежать небольших перерывов, которые образуются при снятии прогретых деталей и их муфтовой состыковки.
Чтобы избежать эффекта быстрого остывания при низкой температуре, конструкцию из полипропилена прогревают немного дольше. Рекомендуемый временной промежуток при этом составляет приблизительно три секунды. Но, в каждом случае это решается индивидуально.
Решая вопрос температурных норм, необходимо принять во внимание диаметры скрепляемых частей. Это так же влияет на продолжительность и градус прогрева.
Значительно облегчить данную работу можно, если воспользоваться специальными таблицами. Их можно найти в инструкции к паяльникам, или на нашем сайте.

Высокотемпературный метод сварки пластиковых труб
Пластиковые трубы свариваются при помощи специального оборудования. Это сварка для пластиковой трубы, он же — паяльник для труб из пластика, называемый еще «утюжок» за схожесть недорогих моделей паяльников именно с этим бытовым прибором. Паяльник классом выше имеет вид металлического патрубка с изолированной ручкой и встроенной подставкой, температура регулируется, имеется индикатор готовности к работе.
Прежде, чем сваривать пластиковые трубы, их необходимо подготовить: обрезать до необходимой длины и зачистить свариваемые поверхности. Качественное соединение сложно реализовать, если срез пластиковой трубы не будет перпендикулярным или деформированным (овальным). Это касается труб любого диаметра.

Прежде, чем приступать к сварке, срез трубы нужно зачистить
Удобно обрезать пластиковые и полипропиленовые трубы при помощи специальных ножниц. Чем острее режущее лезвие и больше плечо редукторного узла (длиннее ручки ножниц), тем проще и удобнее будет работать с инструментом. Добиться ровного среза на трубе большого диаметра можно при помощи торцевателя.
Армированные трубы необходимо обработать при помощи специального приспособления – шайбера. Срезанная под углом кромка свариваемой части пластиковых труб позволит избежать появления внутреннего буртика (сварного шва), который неизбежно приводит к уменьшению внутреннего диаметра. Как следствие – несбалансированная работа водопроводной системы и некачественное соединение ее элементов.
Следующий этап предварительной подготовки – обезжиривание поверхности пластиковых труб и фитингов в местах сварки. Упакованные заводом фитинги, такие как запорная арматура и переходные элементы, могут не нуждаться в дополнительной очистке поверхности.
Компоненты для очистки: тангит или спирт. Используют плотную хлопчатобумажную ткань, этой же тканью протирают насадки паяльника для пластиковых элементов водопроводной системы.
Важно! Тефлоновый слой (покрытие насадок паяльника для труб) легко повреждается в холодном состоянии. Удалять крошки пластика, прилипшие к насадкам нужно крайне аккуратно, используя деревянную щепу или не синтетическую ткань. Насадки должны быть прогреты до состояния плавления пластмассы.
Неправильная сварка пластиковой трубы, температура которой была недостаточна для расплавления поверхности, приводит к образованию рыхлого, непрочного соединения. Естественно, такое соединение будет прочным и герметичным весьма недолгое время.
Нечасто и настоящими профессионалами применяется стыковая сварка пластиковых труб. Для этого необходима специальная сварочная машина. Процесс требует кропотливой подготовки и точного сопоставления свариваемых деталей. Малейший перекос – и соединение безнадежно испорчено.
Стыковая сварка проводится профессиональным сварочным оборудованием
Способ, как сварить пластиковую трубу, выбирается на этапе проектирования всей системы водоснабжения.
Холодная сварка пластиковых труб. Виды, используемые материалы
Оптимальный вариант для ремонта или оптимизации существующей водопроводной системы – это использование метода, получившего название «холодная сварка». Нет необходимости прогревать трубу или фитинг, легко производить работы на установленной ветке водопровода из пластиковых труб. Основное преимущество, каким может похвастаться холодная сварка, это отсутствие громоздкого и дорогостоящего оборудования.
Холодную сварку для пластиковых труб чаще всего продают в виде аккуратно упакованного цилиндра. Внутри упаковки находится трехкомпонентный состав:
- аминовая смола, необходима для правильного течения всех этапов затвердения;
- наполнитель. Используют, в зависимости от типа свариваемых поверхностей, минеральный или металлический наполнитель;
- эпоксидная смола. Проверенный временем компонент, придающий прочность отвердевшему составу.
Особых навыков в работе с холодной сваркой не потребуется. Производитель любезно комплектует инструкцией каждую упаковку. Как сваривать пластиковую трубу, как готовить поверхность-все указано в инструкции.
Придерживаться необходимо ряда правил:
- Тщательно очистить поверхность, подготовленную к склейке или реставрации. Холодную сварку часто используют для восстановления целостности корпусов приборов или домашней техники.
- Для запуска процесса застывания компонентов необходимо отрезать от общей массы «шайбу» нужного размера, и тщательно размять ее в руках. Чтобы масса не липла к рукам, нужно предварительно смочить руки водой или использовать перчатки.
- Нанести на поверхности, предназначенные для склейки, слой размягченного состава. Соединить пластиковые трубы без сварки – это единственный метод для проведения работ в помещениях с повышенной пожарной опасностью.
- Тщательно промыть водой глаза и открытые участки кожи после работы с компонентами холодной сварки.
При холодной сварке нужно избегать попадания в глаза химических веществ, входящих в состав клеевой смеси.

Метод холодной сварки подразумевает соединение деталей при помощи специального клея
Как грамотно паять – важные нюансы пайки
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Смотреть видео: пайка и типичные ошибки начинающих
Несмотря на большие количество нюансов, которые необходимо выполнить, специальные знания для таких действий не нужны, и каждый желающий может самостоятельно это проделать у себя дома.
Проведение полифузных сварочных работ
После того как нужные работы по подготовке деталей и инструментов проведены, можно начать сварку. Для того чтобы правильно все сварить, необходимо посмотреть видео, придерживаясь приведенной в нем инструкцией для начинающих.
- Наденьте фитинг на нагретую до рабочего уровня насадку. Он требует больше обычного времени на нагревание, связано это с тем что у него стенки толще, в отличие от полипропиленовых трубопрокатов.
- На вторую насадку сварочного аппарата наденьте пластиковую трубку, только после того как началось нагревание фитинга.
- Теперь дождитесь, когда обе детали прогреются до необходимой температуры.
- После этого их нужно соединить. Если они не имеют плотного соприкосновения, то нужно провернуть их на 10 градусов во время самого процесса сваривания.
- Для того чтобы соединение было качественным, время спайки нужно рассчитать. Для этого необходимо использовать специальную таблицу, время пайки будет зависеть от диаметра.
- Когда элементы нагрелись, их надо извлечь и плавным движением соединить, вставляя трубу внутрь фитинга, согласно предварительно поставленной метке.
- Держите обе детали некоторое количество времени плотно сомкнутыми, пока соединительный шов не остынет, как на видео.
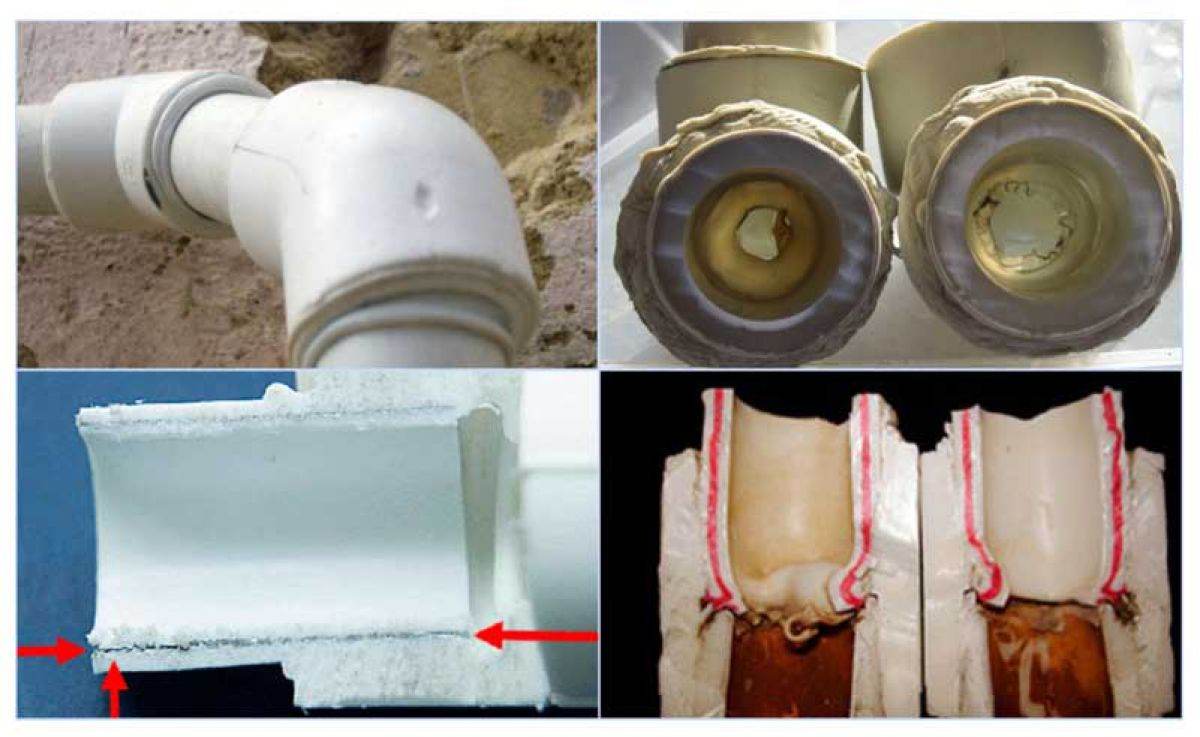
Обратите внимание, что для качественной спайки необходимо проводить точные соединения, без лишнего расплава рабочего пластикового материала. Наплыв лишнего полипропилена приведет к снижению проводимости трубопровода из за уменьшения его диаметра. И это является показателем того, что сваривание полипропиленовых труб проведена неправильно.
Пайка с помощью электро фитинга
Процесс подготовки электрофитингового аппарата для спайки полностью такой же, как и у полифузного. Но сам способ спайки немного другой.
- Необходимо заготовить отрезки заданной длины.
- Осмотрите все детали на наличие повреждений.
- Подготовьте сварочный аппарат.
- Всю поверхность нужно очистить от окислений. Так же проведите обезжиривание всех частей предназначенных для соединения.
- Теперь вставляя трубку в фитинг, делайте метку строительным маркером.
- Соединяют электро фитинг с паяльником специальными проводами.
- Чтобы начать сварку вденьте трубу в электро фитинг.
- Переключите тумблер на «Вкл» и все пройдет в автоматическом режиме.
- О том, что спайка окончена, будут свидетельствовать специальные метки на фитинге, там выйдет наружу полипропилен.
Когда сварка произведена, соединение должно пройти процесс естественного охлаждения. Когда все детали охладятся, и если вся технология была произведена без нарушений, то стык будет очень надежно.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Смотреть видео урок для начинающих
Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.

При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника.
Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.

Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Производим разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
На плане определяют точные места для установки оборудования. Все измерения должны выполняться с максимальной точностью. Перед тем, как начать сваривать, нужно ознакомиться со следующими рекомендациями. Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
 Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы. Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема.
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Домашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.
Прайс-лист
| Ø | Цена за 1 стык, руб | Кол-во стыков за смену (шт) норма | Сумма мин. заказа, руб |
|---|---|---|---|
| 63 | 900 | до 20 | 17000 |
| 75 | 900 | до 20 | 17000 |
| 90 | 900 | до 20 | 17000 |
| 110 | 1100 | до 20 | 17000 |
| 125 | 1100 | до 20 | 17000 |
| 140 | 1500 | до 15 | 17000 |
| 160 | 1500 | до 15 | 19000 |
| 180 | 1500 | до 15 | 19000 |
| 200 | 2000 | до 10 | 19000 |
| 225 | 2000 | до 10 | 19000 |
| 250 | 2500 | до 10 | 21000 |
| 280 | 2500 | до 10 | 21000 |
| 315 | 3000 | до 10 | 21000 |
| 355 | 3000 | до 8 | 21000 |
| 400 | 4000 | до 8 | 23000 |
| 450 | 4500 | до 5 | 23000 |
| 500 | 5500 | до 5 | 23000 |
| 560 | 6000 | до 5 | 23000 |
| 630 | 6300 | до 5 | 23000 |
| O | Цена за 1 стык, руб | Кол-во стыков за смену (шт) норма | Сумма мин. заказа, руб |
|---|---|---|---|
| 63 | 900 | до 20 | 17000 |
| 75 | 900 | до 20 | 17000 |
| 90 | 900 | до 20 | 17000 |
| 110 | 1200 | до 15 | 17000 |
| 125 | 1200 | до 15 | 17000 |
| 140 | 1500 | до 15 | 17000 |
| 160 | 1500 | до 15 | 19000 |
| 180 | 1500 | до 15 | 19000 |
| 200 | 2000 | до 15 | 19000 |
| 225 | 2200 | до 10 | 19000 |
| 250 | 2300 | до 10 | 21000 |
| 280 | 2500 | до 10 | 21000 |
| 315 | 2800 | до 10 | 21000 |
| 355 | 3000 | до 5 | 21000 |
| 400 | 3500 | до 5 | 23000 |
| 450 | 4500 | до 5 | 23000 |
| 500 | 5200 | до 5 | 23000 |
| 560 | 5900 | до 4 | 23000 |
| 630 | 6300 | до 4 | 23000 |
| 710 | 6900 | до 4 | 23000 |
Аренда генератора: 4 000 руб./смена
Распечатка протоколов сварки: 3 000 руб.
** Объем скидки на стыковую сварку для диаметров более 355мм обсуждается в индивидуальном порядке
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.

Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.

Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Время нагрева и выдержки ПП-труб при заданной температуре паяльника позволяет обеспечить высокое качество шовного соединения. Слабый нагрев не позволит размягчить коммуникации. Стыковать трубы при этом будет невозможно.
Соединение труб пайкой с армированием
Температура эксплуатации коммуникаций для холодного водоснабжения изменяется в пределах -10…+90°С. Под воздействием теплоносителя трубопровод изгибается, т. к. происходит интенсивное линейное расширение. Значит, для отопления нужно использовать трубы, которые отличаются более подходящими характеристиками.

Так, в условиях воздействия высоких температур применяют изделия, армированные стекловолокном или алюминием. Такие трубы представляют собой многослойные изделия: поверх полимерного изделия тонким слоем накладывается стекловолокно и закрывается слоем ПП. Преимущества:
- относительная стабильность линейного расширения, даже под воздействием высоких температур геометрия изделия изменяется незначительно;
- способность выдерживать давление до 10 атм, для сравнения, в многоквартирных домах коммуникации подвергаются менее интенсивному влиянию (6-8 атм);
- благодаря наличию слоя армировки увеличивается срок службы трубопровода;
- трубы с внутренним усилением проявляют устойчивость к воздействию высоких температур, при которых классический вариант коммуникаций начинает плавиться.
Технология пайки армированных труб не отличается от метода стыковки неармированных коммуникаций за единственным исключением: на подготовительном этапе торцы изделий нужно зачистить от усиливающего слоя, для чего применяют торцеватель, шейвер. После подготовки трубы обезжиривают, затем нагревают с помощью паяльника и соединяют.
Как спаять ПП трубы без паяльника
Когда рассматриваются методы, как сварить полипропиленовые трубы, не всегда есть возможность использовать специальный паяльник. В этом случае выбирают другие варианты, среди них:
- газовая горелка;
- компрессионная муфта;
- холодная сварка.

Если применяется горелка, не получится равномерно прогреть полипропилен. В результате шовное соединение будет выглядеть неаккуратно, в этом случае надежность шва снижается. Со временем на данном участке может появиться течь. Использовать такой метод можно в крайнем случае и только при монтаже систем холодного водоснабжения.

Компрессионная муфта обеспечивает надежное соединение коммуникаций, используется в качестве полноценной замены сварочного аппарата. Однако стоимость такого элемента высокая. В результате расходы увеличатся, т. к. для разводки труб по всему помещению понадобится большое количество компрессионных фитингов.

Метод холодной сварки тоже эффективен. В данном случае применяют двухкомпонентный эпоксидный состав. Такой материал позволяет получить надежное соединение без специального оборудования.
Для фиксации коммуникаций нужно нанести клеящее вещество на очищенные и обезжиренные поверхности изделий. Затем трубу и фитинг стыкуют, плотно удерживая. Клей схватывается в течение 10 минут. На его полное отвердевание уходит 1 час. Данный вариант можно применять только при монтаже системы холодного водоснабжения.
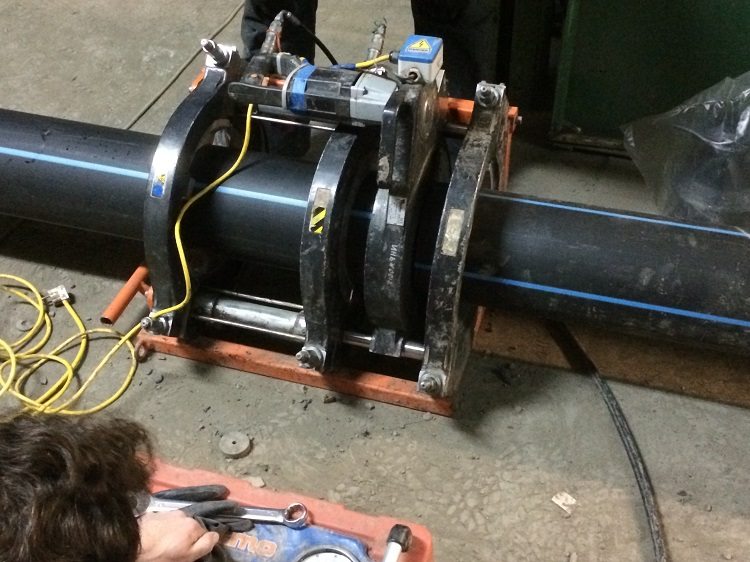
Сварка встык полипропиленовых труб большого диаметра
Стыковая технология нашла широкое применение в промышленных условиях для сваривания ПП труб большого диаметра (от 125 мм до 630 мм) при устройстве прямых участков трубопроводных сетей.
Для выполнения сварки необходимы следующие инструменты:
- установки для фиксирования заготовок и перемещения их в горизонтальном и вертикальном направлении;
- паяльный аппарат, который оснащён плоской с двух сторон нагревательной головкой;
- оборудование, предназначенное для ровной обрезки торцевой части труб.
Сварка труб ручной дуговой сваркой
Профессионалы советуют при сварке труб ручной дуговой сваркой делать тройной шов – он будет надёжнее одиночного. Наиболее удобно работать сварщику с поворачиваемой трубой. Сварка так называемых поворотных стыков производится следующим образом:
- сначала соединяется одна четверть диаметра трубы;
- потом трубу поворачивают на 180 градусов, и варится противоположный первому шву участок;
- далее новый поворот и сварка второй четверти диаметра трубы;
- после этого производится ещё одно вращение трубы, и соединяется оставшейся участок.
После очистки от окалины на первый шов наносят второй. Заключительный третий шов начинают наносить с противоположной стороны второму шву.

При сварке жёстко зафиксированной трубы применяется иная методика:
- первый шов ведут снизу вверх до половины диаметра трубы, а потом опускается вниз, обратно к началу;
- нанесение второго шва начинают также снизу, но ведут с другой стороны и в обратном направлении.
Советы по сварке труб
В завершение подведем несколько рекомендаций, которые несомненно помогут при проведении работ по сварке ПВХ труб. Постарайтесь придерживаться этих советов, в будущем:
- поливинилхлоридные трубы и соединительные элементы должны быть от одного производителя. В первую очередь это касается желания сэкономить и приобрести, к примеру, комплектующие хорошего качества, но при этом купив дешевые китайские трубы — не ждите, что температура плавления будет одинаковой. Возможно, что на первых порах при проверке дефект не будет обнаружен, но позже он с большой долей вероятности сможет себя проявить,
- перед покупкой стоит проверить температурный режим работы паяльника или сварочной станции. Поскольку ценовой диапазон стоимости оборудования весьма широк, может возникнуть желание сэкономить. Но в таком случае нельзя гарантировать, что при работе нагревателя будет достигнута необходимая температура в 260 градусов Цельсия. Желательно перед покупкой оборудования проверить его возможности в плане совершения эффективной пайки. Подобный совет может выглядеть нелепо, однако способен предотвратить денежную потерю на покупке оборудования, не способного держать правильный температурный режим,
- экономия — враг качества. Известны примеры, когда хорошая вещь стоит не дорого, но если возникла необходимость использовать паяльник для частой работы с большим количеством материала, то лучше придерживаться мнение, что чем лучше и соответственно дороже оборудование — тем дольше оно проживет. Страна-производитель тоже имеет значение. Лучше выбирать изделия от именитых производителей. То же касается и насадок, и инструмента для работы,
- содержите зону соединения в чистоте. Попадание даже незначительного количества частичек пыли или грязи способно нарушить качество спайки. Конечно, это не всегда возможно, особенно при замене труб большого диаметра, которые могут находиться отнюдь не в чистой среде, и все же необходимо стараться выполнять и эту рекомендацию,
- работайте при соответствующем температурном режиме. Если погода на улице или в помещении оставляет желать лучшего, то следует помнить, что работы нельзя проводить при температуре ниже пяти градусов тепла. Даже при такой температуре увеличивается продолжительность нагрева, а соединения становятся хрупкими.
Все же стоит помнить старую избитую истину, что для качественной работы нужны качественные инструменты. Необходимо обращать внимание на все сопутствующие мелочи и тогда в процессе работы сможете избежать возможных ошибок и их последствий. Если еще остались вопросы как выполняется сварка труб, видео наглядно продемонстрирует процесс и поможет закрепить полученные навыки.
Сварка труб с водой
Сварку стальных труб под давлением осуществлять непросто, но электросварка позволит справиться с работой быстро. Если необходимо устранить свищ вследствие механического повреждения или неправильного монтажа, для его устранения нужно принять такое положение, в котором четко видно все границы отверстия. Чтобы вода не текла по электроду, держать его нужно так, чтобы он находился перпендикулярно обрабатываемой поверхности. Сваривание ведется по направлению сверху-вниз.
Автоматическая сварка
Так как правильно варить трубы ручной сваркой при большом объеме работ трудно, в этом случае используется автоматизация. Сварочная проволока при этом смотана в бухты и постепенно подается в рабочую зону. В автоматическом режиме сюда подаются защитные газы.
Ручная сварка при низких температурах
 По правилам ГОСТ сварку при низких температурах нужно осуществлять с предварительным прогревом металла. Дело в том, что металл становится более хрупким и на нем могут появляться горячие трещины. Если температура воздуха не ниже -30 градусов, то прогрев стыка осуществляется до 150-200 градусов. Обработка производится на 10-15 см в каждую сторону ото шва.
По правилам ГОСТ сварку при низких температурах нужно осуществлять с предварительным прогревом металла. Дело в том, что металл становится более хрупким и на нем могут появляться горячие трещины. Если температура воздуха не ниже -30 градусов, то прогрев стыка осуществляется до 150-200 градусов. Обработка производится на 10-15 см в каждую сторону ото шва.
При более низких температурах заниматься сваркой не рекомендуется. Если же выхода нет, то область прогрева — 20-25 см с обеих сторон ото шва. Соединение листов толщиной 2 см и более осуществляется горкой или каскадом, двусторонней сваркой. Электроды при этом имеют рутиловую оболочку. Сварочный ток увеличивается на 10-15%. В первую очередь формируются те швы, склонные к усадке.
Правильное сваривание корня шва
Чтобы правильно сваривать корень шва под просвет , нужно прихватить трубы в нескольких точках. Шаг между ними — 90 градусов. После наваривания первой точки положение заготовок еще можно скорректировать. Для изготовления корня шва лучше зафиксировать изделие в полупотолочном положении.
 В нижней части стыка наносится отметка, от которой при осуществлении сварке нужно отступить 1-3 см. Дугу нужно зажигать не на самой трубе, а на внешнем краю. Формирование обратного валика произойдет только в том случае, если дуга будет гореть внутри конструкции. При движении электрода нельзя отклоняться в поперечной плоскости. Оплавляться должны обе кромки. При необходимости в этом месте осуществляется дополнительный проход.
В нижней части стыка наносится отметка, от которой при осуществлении сварке нужно отступить 1-3 см. Дугу нужно зажигать не на самой трубе, а на внешнем краю. Формирование обратного валика произойдет только в том случае, если дуга будет гореть внутри конструкции. При движении электрода нельзя отклоняться в поперечной плоскости. Оплавляться должны обе кромки. При необходимости в этом месте осуществляется дополнительный проход.
Если наблюдается провисание корневого шва, то электрод движется с недостаточной скоростью или слишком высокий сварочный ток. После формирования корня его нужно зачистить до металлического блеска.
Специфика сварки горизонтальных стыков
Так как ровно сварить две трубы непросто, для выполнения такой работы требуется определенный опыт. Для соединения горизонтальных стыков больше подходит методика накладывания отдельных валиков малого сечения. Первый располагается в вершине шва. При этом используются электроды диаметром 4 мм. На внутренней стороне стыка должен образоваться тонкий валик, высота которого 1-1,5 мм.
 После его формирования обработанная поверхность зачищается. Второй валик накладывается в том же направлении, но так, чтобы он перекрывал первый. Для формирования третьего требуется увеличенный сварной ток и электрод диаметром 5 мм. Накладывать его нужно в противоположном направлении.
После его формирования обработанная поверхность зачищается. Второй валик накладывается в том же направлении, но так, чтобы он перекрывал первый. Для формирования третьего требуется увеличенный сварной ток и электрод диаметром 5 мм. Накладывать его нужно в противоположном направлении.
Сформировать его нужно так, чтобы он на 70% перекрыл ширину второго валика. Последний валик изготавливается в том же направлении, но электрод нужно разместить так, чтобы он попадал в углубление между предыдущим слоем и верхней кромкой.
Сварка неповоротного вертикального стыка
В этом случае наклон электрода по отношению к шовному периметру меняется постоянно.
Технология работы предполагает такие действия:
- Сначала формируется корневой валик.
- Далее, изготавливаются 3 валика, заполняющие разделку. При наличии толстостенных труб заполнение осуществляется неравномерно, так как нижнее положение немного отстает. Для его выравнивания требуется прокладка дополнительных слоев.
- Формирование лицевого слоя. Предусматривает 1 или 2 прохода в зависимости от ширины разделки.
Сила тока определяется величиной зазора между элементами трубы, толщиной металла, толщиной притупления.
Сварка неповоротного горизонтального стыка
Эта методика считается самой сложной. Если диаметр труб большой, то стык нужно соединять обратноступенчатым способом участками. Их длина 20-25 см. Второй и остальные слои накладываются вкруговую. Работа производится в любом направлении: слева -направо или справа-налево. Последний шов накладывается в противоположном от предыдущих направлении при использовании повышенного сварочного тока.
Специфика сварки поворотных стыков
Если требуется выполнение большого количества швов в нижнем положении, то можно использовать поворотный метод соединения. Для первого шва в тонкостенных изделиях больше подойдет электрод толщиной 2-4 мм. Для остальных двух нужны электроды большего диаметра.
Изначально стык условно делится на 4 части. Первые работы проводятся в первом и втором секторе (сверху). После этого конструкция поворачивается, и проварка стыка осуществляется в остальных двух секторах. Таким же способом формируется второй шов.
Стыковое и угловое соединение
Для стыковой сварки характерна возможность соединения элементов под любым углом. Швы можно делать продольными и поперечными. Второй вид более подходит для трубопроводов, так как допускает соединить их по всей окружности диаметра. Использовать можно одинарный или двойной шов. Второй вариант используется при необходимости увеличения прочности соединения (для больших конструкций).
Этот метод предполагает применение подкладных колец, но в этом случае может уменьшиться диаметр трубопровода. Угловое соединение получается в том случае, когда к основной конструкции нужно подсоединить другой элемент. При этом может выполняться скос кромки или же работа проводится без него.
Сварка труб в неудобном месте
Иногда возникает необходимость сварки в существующем трубопроводе, расположенном в труднодоступных местах. Сварку выполняют малогабаритным ручным аппаратом, с его помощью нагревают отрезки трубы на несколько градусов выше необходимой температуры. Далее прогревают соединительные элементы и быстро стыкуют с трубой. Температура ее за это время снизится до нормы.
Разрезание труб перед сваркой
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.

Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Альтернативы сварке ПП труб
Прежде чем принимать окончательное решение относительно способа, лучше познакомиться с другими вариантами, так как сваривать полипропиленовые трубы совсем необязательно. Есть возможность использовать альтернативные способы. К ним относятся компрессионные фитинги и «холодная» сварка — применение надежных клеевых составов. Оба варианта отличаются легкостью работ, минимальными затратами.
Использование компрессионных фитингов

Чтобы исполнить задуманное, мастеру будут нужны такие фитинги и обжимной ключ. Первые элементы оснащаются зажимными уплотнителями-кольцами, они исполняют роль демпферов в тех случаях, когда в системе возникают ударные нагрузки. Монтаж этих элементов происходит так:
- На подготовленный конец трубы надевают синюю гайку. Белое обжимное кольцо должно быть направлено к хвостовой части элемента.
- В фитинг трубу вставляют до упора, двигая зажимное кольцо. Синюю гайку сначала закручивают вручную, затем используют обжимной ключ.
В этом случае работа проходит без промедления, так как компрессионные детали не требуют дополнительных действий, они полностью готовы к работе. Температурные показатели для процесса также не важны. Операция эта проста, она не требует особых навыков и специальных знаний.
Распространенные ошибки при сварке труб
Ошибки, допущенные на начальных этапах, обязательно проявятся в будущем и поэтому важно избегать небрежности при выполнении работы. Специалистами были выделены типичные проблемы, которые могут возникнуть на разных этапах проведения работ:
- неправильное совмещение соединительных элементов,
- излишнее усилие при состыковке участков труб,
- недостаточный разогрев соединительных элементов,
- излишний перегрев инструмента,
- неправильно подобранный нагревательный аппарат.

В случае, если при совмещении с фитингом ПВХ труба была введена не до внутреннего упора, то останется зазор, на который будет приходиться меньшее давление. По сути, такой участок будет иметь меньшую толщину стенки и больший внутренний диаметр. Часто подобная ошибка возникает, если при нагреве сама труба была недостаточно плотно введена в основание насадки сварочного элемента паяльника. С внешней стороны такой дефект не будет заметен, что усложняет процесс выявления недочета во время пайки.
С другой стороны, применение излишней силы также способно навредить элементам пайки. В таком случае между торцом пластиковой трубы и внутренним упором соединительного фитинга выдавится так называемый «грат», который при вплавке образуют кольца, снижающие проходимые свойства. По сути, возникнет заметное препятствие потоку жидкости.
Недостаточный разогрев соединительных элементов приводит к дефектам состыковки материала, особенно если учесть тот факт, что спайка участков труб ПВХ должно проходить быстро, иначе качество соединения будет оставлять желать лучшего.
Во время проведения соединительных работ температура рабочей поверхности сварочной насадки не должна превышать 260 градусов, с шагом плюс/минус 10 градусов. Это оптимальная температура для работы, причем независимо с каким диаметром труб производится работа. Такая степень разогрева позволяет создать в точке спайки внутреннее напряжение материала, что необходимо для выполнения работы. Поэтому все действия нужно производить быстро, пока перегрев не вышел за рамки допустимого. С учетом этого, нельзя превышать показатель разогрева паяльника, даже если он поддерживает удержание более высоких температур.

Последняя распространенная ошибка — неправильно подобранное оборудование для проведения сварки поливинилхлоридных труб. Есть определенная закономерность, что мощность нагревателя, используемого в работе — должна соответствовать десятикратному значению диаметра пластиковой трубы. Другими словами, для спайки трубы диаметров 50 миллиметров необходим нагреватель мощностью в 500 Ватт, диаметров 100 миллиметров — нагреватель в 1000 Ватт.
Для сварочного оборудования эконом-класса (производителем которого зачастую выступает Китай или Турция) характерно применение в составе алюминиевого нагревателя добавочных компонентов. Это делается для того, чтобы обеспечить дополнительную степень разогрева нагревательного элемента в сварочном оборудовании, но это задает излишнюю нагрузку на сеть питания и контакты реле. Подобное нововведения отсутствуют в оборудовании для пайки труб от более именитых производителей, поэтому в данном случае затраты на покупку хорошего профессионального оборудования с лихвой окупятся качественно проведенной работой.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
| Диаметр трубы (мм.) | Время сварки (сек.) | Время нагрева (сек.) |
| 20 | 4 | 5 |
| 25 | 4 | 7 |
| 32 | 4 | 8 |
| 40 | 6 | 12 |
| 50 | 6 | 18 |
| 63 | 6 | 24 |
| 75 | 8 | 30 |
| 90 | 8 | 40 |
| 110 | 10 | 50 |
- https://voll.su/articles/svarka-plastikovyh-trub/
- https://TrubaNet.ru/plastikovye-truby/svarka-polipropilenovykh-trub-video-uroki.html
- http://strport.ru/stroitelstvo-domov/svarka-trub-pvkh-svoimi-rukami
- https://trubaspec.com/soedinenie-trub/vidy-svarki-trub-pvkh-preimushchestva-i-nedostatki-sposobov.html
- https://vodatyt.ru/plastikovye-truby/svarka-polipropilena.html
- https://trubarik.ru/montazh/svarka-polipropilenovyh-trub-svoimi-rukami
- https://www.ivd.ru/stroitelstvo-i-remont/vodosnabzenie-i-kanalizacia/svarka-polipropilenovyh-trub-svoimi-rukami-pravila-pajki-dlya-nachinayushchih-36081
- http://TrubaMaster.ru/svarka/svarka-plastikovyh-trub.html
- https://synstroy.ru/svarka-pnd/
- https://svarkaprosto.ru/tehnologii/kak-svarivat-plastikovye-truby
- https://zen.yandex.ru/media/vodatyt/paika-polipropilenovyh-trub-instrukciia-po-svarke-pp-svoimi-rukami-5ee02fd31f6de1253530db66
- https://agpipe.ru/articles/svarka_polipropilenovih_trub_bolshogo_diametra
- https://born-shop.ru/articles/stati-o-svarochnom-oborudovanii/svarka-trub.html
- https://trubarik.ru/montazh/svarka-trub-ruchnoj-dugovoj-svarkoj-i-elektrosvarkoj
- https://trubaspec.com/soedinenie-trub/kak-svarivat-polipropilenovye-truby-i-kakoy-instrument-nuzhen-dlya-etogo.html
- https://dom-i-remont.info/posts/obshhie-voprosy/kak-svarivat-polipropilenovye-truby-prostaya-trebovatelnaya-tehnologiya/
- https://eurosantehnik.ru/svarka-polipropilenovyx-trub-svoimi-rukami.html